199x3.5 20crmo精密钢管定做
2023-06-24
11
点赞
收藏
- 区域
- 常德-桃源
- 认证
- 手机身份证
- 联系人
- 许经理
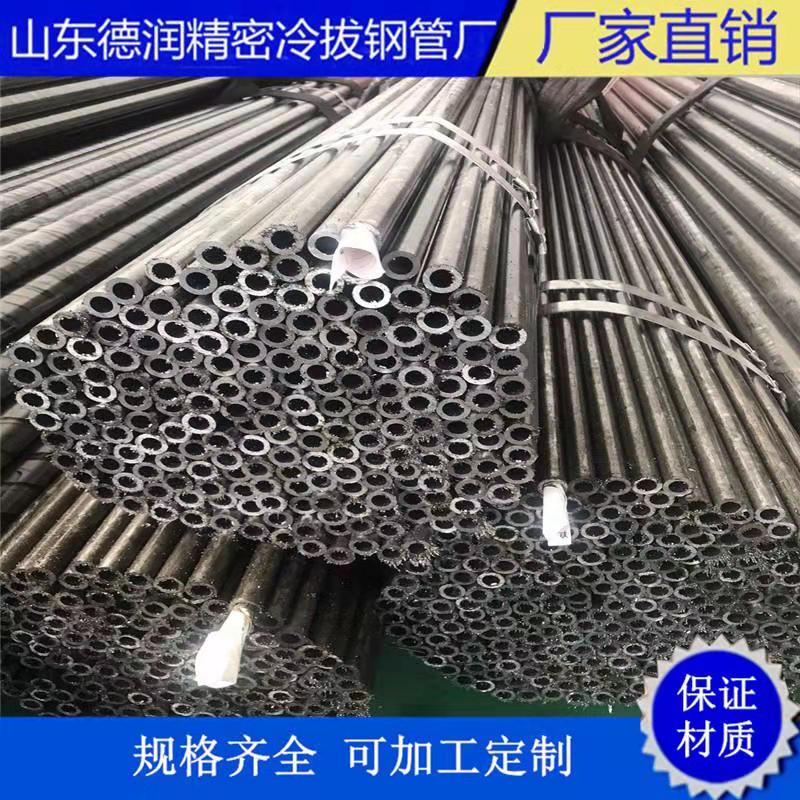
199x3.5 20crmo精密钢管定做
drgy
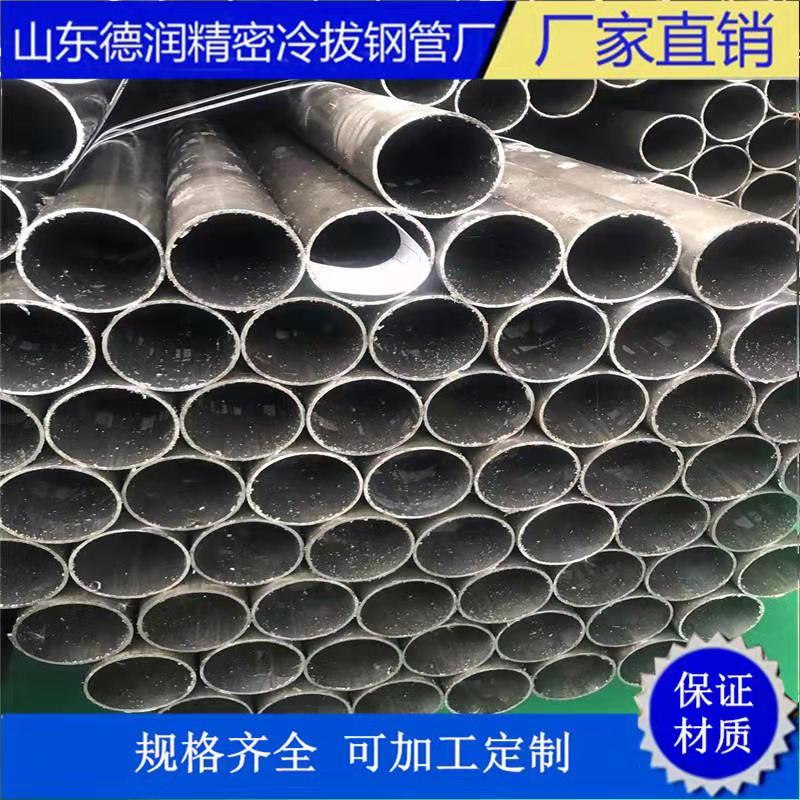
山东德润精密冷拔钢管厂拥有精密无缝钢管机组16条;可生产精密钢管型号:外径6mm219mm,壁厚从0.5mm32mm之间、冷轧精密光亮无缝管,精密钢管,精密无缝钢管,精轧退火无缝管,冷拔精密钢管.精度在正负5丝、偏壁控制在1030丝、外表光亮、内壁光洁。
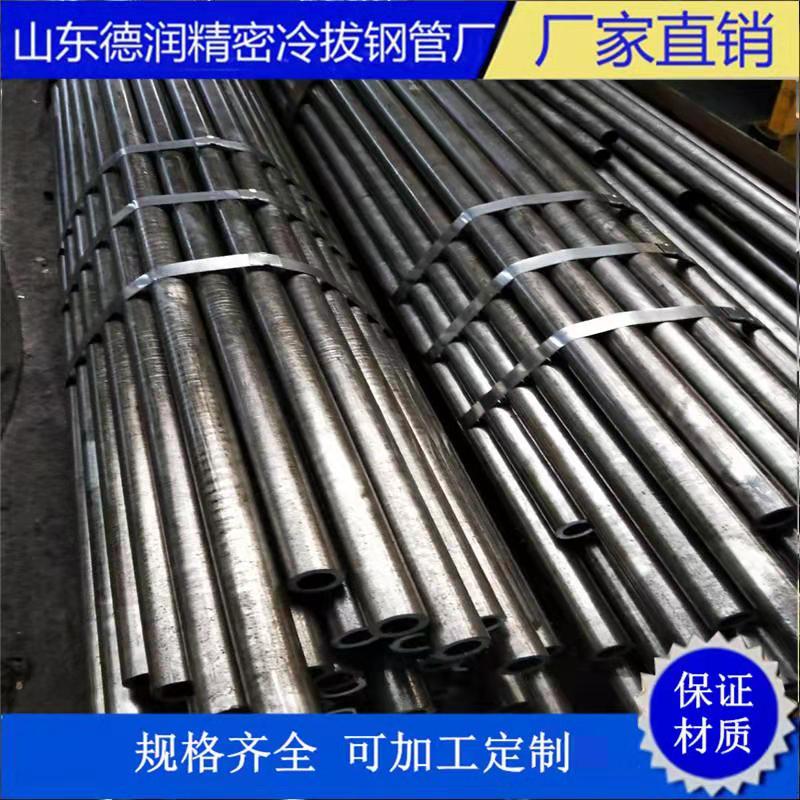
冷拔,精拔无缝钢管机组生产线8条,可生产型号:外径6mm245mm,壁厚从0.540mm,主要产品有普通冷拔无缝钢管,冷拉无缝钢管,精拔无缝钢管,冷拔加内芯无缝钢管,精拔退火无缝钢管,冷拔异型钢管。
【诚信生产厂家山东德润管业有限公司】
定做20crmo精密钢管时间1般控制在3到6min较好。
不锈钢抛光整平的速率会随温度的升高而加快,温度升高能有效降低抛光液黏度,减少阳极表面薄膜的厚度,加速阳极溶解产物的扩散,使溶液的对流加快,阳极上滞留的气泡容易脱离,这有利于获得光亮平整的表面。
但当温度超过6℃时,不锈钢表面的薄膜层很难维持,溶液对流较快,使样品表面产生过腐蚀或气带条纹等缺陷,影响抛光质量,当θ低于5℃时,溶液黏度提高,阳极黏膜厚度增加,传质困难,不利于阳极产物扩散,抛光整平效果明显下降,样品表面会出现雾状表面,镜像模糊不清。
轴承钢生产工艺流程125t电炉熔炼废钢废钢1%→E出钢倒入钢包同时加渣料,预脱氧和合金化→钢包到加热工位→添加合成渣→加热和吹氩搅拌并加入脱氧剂和合金→钢包到真空工位脱气→浇铸成钢坯6流,2mm×24mm。
冶金进展2.1钢包底吹氩在包底,设立了两个吹氩点,1个在中心;1个在离包子中心2/3R处的位置。
这显然考虑到了不同位置吹氩对脱硫、脱氧和脱气的不同作用。
包渣和中间包渣的控制在实际操作过程中,钢包和中间包内都有1定的留钢量。
精密钢管如何进行切断
1.精密钢管切断以及冲压:以及精密钢管比1般材料强度高,所以冲压以及剪切时需要更高的压力,而刀与刀间隙准确时才能不发生切变不良和加工硬化,采用等离子或激光切断。
2.当不得不采用气割或电弧切断时,精密钢管加工焊接之前应除掉有害于焊接的锈、油、水分、油漆等,选定适合钢种的焊条。
电焊时间距比碳钢点焊间距短,除掉焊渣时应使用精密钢管刷。
精密钢管如何进行折弯处理
1.焊完以后,为了防止局部腐蚀或强度下降,应对表面进行折弯处理或清洗,对热影响区进行折弯以及必要进行热处理,精密钢管加工折弯;薄板可以折弯到180,但为了减少弯面的裂纹同半径大小2倍板厚的。
2.厚板沿压延方向时给2倍板厚半径,与压延垂直方向弯曲时给4倍板厚的半径是有必要的,特别是在焊接时,为了防止加工开裂应对焊接区进行表面折弯。
精密钢管标准指数:
1.精密钢管主要品种:D1N系列高精度精密钢管精密光亮精密无缝管,液压系统专用精密无缝管,汽车制造专用精密无缝管
2.主要标准:D1N2391、D1N2445、EN10305、D1N1629、D1N1630、ASTMA179
3.精密钢管主要材质:ST35E235、ST37、4ST459E255、ST52E355
4.主要交货状态:NBK+N、GBK+A、BK+C、BKW+LC、BKS+SR
5.主要特点:精密钢管 内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝。
199x3.5 20crmo精密钢管定做
drgy
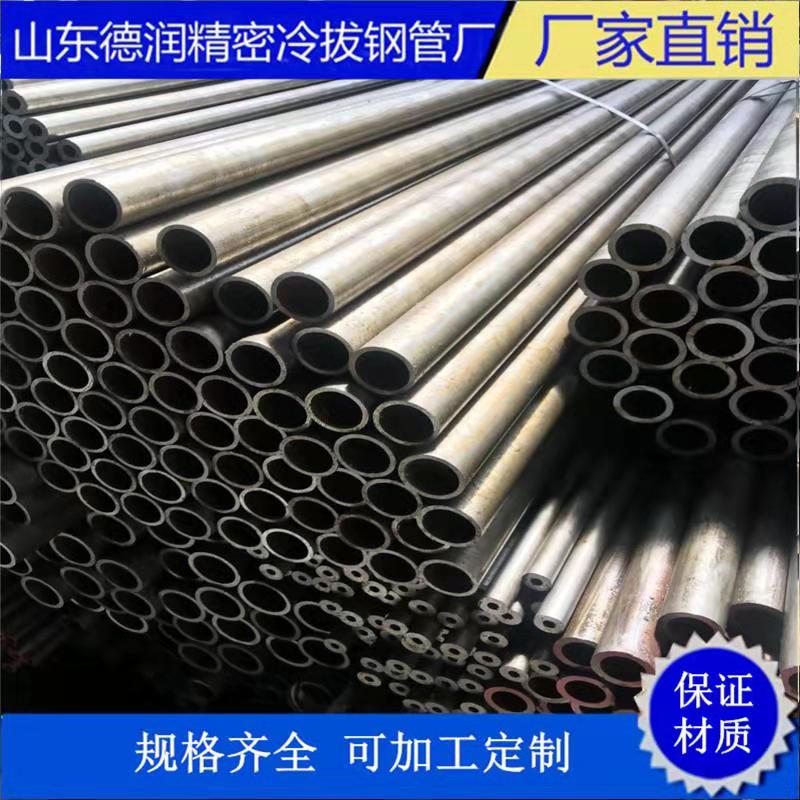
山东德润精密冷拔钢管厂拥有精密无缝钢管机组16条;可生产精密钢管型号:外径6mm219mm,壁厚从0.5mm32mm之间、冷轧精密光亮无缝管,精密钢管,精密无缝钢管,精轧退火无缝管,冷拔精密钢管.精度在正负5丝、偏壁控制在1030丝、外表光亮、内壁光洁。
冷拔,精拔无缝钢管机组生产线8条,可生产型号:外径6mm245mm,壁厚从0.540mm,主要产品有普通冷拔无缝钢管,冷拉无缝钢管,精拔无缝钢管,冷拔加内芯无缝钢管,精拔退火无缝钢管,冷拔异型钢管。
【诚信生产厂家山东德润管业有限公司】
定做20crmo精密钢管时间1般控制在3到6min较好。
不锈钢抛光整平的速率会随温度的升高而加快,温度升高能有效降低抛光液黏度,减少阳极表面薄膜的厚度,加速阳极溶解产物的扩散,使溶液的对流加快,阳极上滞留的气泡容易脱离,这有利于获得光亮平整的表面。
但当温度超过6℃时,不锈钢表面的薄膜层很难维持,溶液对流较快,使样品表面产生过腐蚀或气带条纹等缺陷,影响抛光质量,当θ低于5℃时,溶液黏度提高,阳极黏膜厚度增加,传质困难,不利于阳极产物扩散,抛光整平效果明显下降,样品表面会出现雾状表面,镜像模糊不清。
轴承钢生产工艺流程125t电炉熔炼废钢废钢1%→E出钢倒入钢包同时加渣料,预脱氧和合金化→钢包到加热工位→添加合成渣→加热和吹氩搅拌并加入脱氧剂和合金→钢包到真空工位脱气→浇铸成钢坯6流,2mm×24mm。
冶金进展2.1钢包底吹氩在包底,设立了两个吹氩点,1个在中心;1个在离包子中心2/3R处的位置。
这显然考虑到了不同位置吹氩对脱硫、脱氧和脱气的不同作用。
包渣和中间包渣的控制在实际操作过程中,钢包和中间包内都有1定的留钢量。
精密钢管如何进行切断
1.精密钢管切断以及冲压:以及精密钢管比1般材料强度高,所以冲压以及剪切时需要更高的压力,而刀与刀间隙准确时才能不发生切变不良和加工硬化,采用等离子或激光切断。
2.当不得不采用气割或电弧切断时,精密钢管加工焊接之前应除掉有害于焊接的锈、油、水分、油漆等,选定适合钢种的焊条。
电焊时间距比碳钢点焊间距短,除掉焊渣时应使用精密钢管刷。
精密钢管如何进行折弯处理
1.焊完以后,为了防止局部腐蚀或强度下降,应对表面进行折弯处理或清洗,对热影响区进行折弯以及必要进行热处理,精密钢管加工折弯;薄板可以折弯到180,但为了减少弯面的裂纹同半径大小2倍板厚的。
2.厚板沿压延方向时给2倍板厚半径,与压延垂直方向弯曲时给4倍板厚的半径是有必要的,特别是在焊接时,为了防止加工开裂应对焊接区进行表面折弯。
精密钢管标准指数:
1.精密钢管主要品种:D1N系列高精度精密钢管精密光亮精密无缝管,液压系统专用精密无缝管,汽车制造专用精密无缝管
2.主要标准:D1N2391、D1N2445、EN10305、D1N1629、D1N1630、ASTMA179
3.精密钢管主要材质:ST35E235、ST37、4ST459E255、ST52E355
4.主要交货状态:NBK+N、GBK+A、BK+C、BKW+LC、BKS+SR
5.主要特点:精密钢管 内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝。
199x3.5 20crmo精密钢管定做
交易前请核实商家资质,勿信夸张宣传和承诺,勿轻易相信付定金、汇款等交易方式。