楚雄60si2m钢板(耐磨板nm360)加工
2023-06-04
118
点赞
收藏
- 区域
- 楚雄-楚雄
- 认证
- 手机身份证
- 联系人
- 刘经理
楚雄60si2m钢板耐磨板nm360加工
1.切割:可用等离子切割、碳弧、砂轮锯将大面积复层钢板切割成所需要的形状。
方法是用空气或者惰性气体等离子弧进行切割,推荐方法是从合金面开始切割。
碳弧切割应从基板1面开始切割。
如果采用锯片,只能进行直线切割,需要采用碳化硅锯片。
2.弯曲:耐磨钢板可以进行冷加工成型,根据需要弯曲成所需要的形状,或弧或圆。
凹面成型,合金裂纹由于向内应力将紧闭;凸向成型,裂纹将变大开裂,这是正常现场。
如果开裂过大,使用相应焊条进行修补。
卷曲成管,按推荐弯曲半径进行。
3.开孔:大孔可以采用等离子切割,小孔推荐使用电火花机床。
装配螺栓用的沉头孔可以用等离子或者碳弧切割加工。
4.焊接:大面积复合钢板的母材是可焊接性能很好的钢板,需要两块钢板拼接时,可先将背面母材焊接在1起,然后用相应的堆焊焊条将正面堆焊层填平补齐。
耐磨钢板也可以焊接到其他钢结构上。
5.塞焊:可用等离子或者碳弧气刨在耐磨钢板上开孔,通过塞焊的方法与其他钢结构件连接。
6.螺栓固定:可以用闪光焊或者融化焊的方法将螺栓焊接到钢板的母材上,然后与其他工件连接,也可以在耐磨钢板上开孔,通过螺栓与其他工件连接;
7.表面加工:耐磨钢板表明无须加工,如果需要加工,只能是研磨,其他常规方法不适用。
耐磨钢板不适用表面精度要求高的场合。
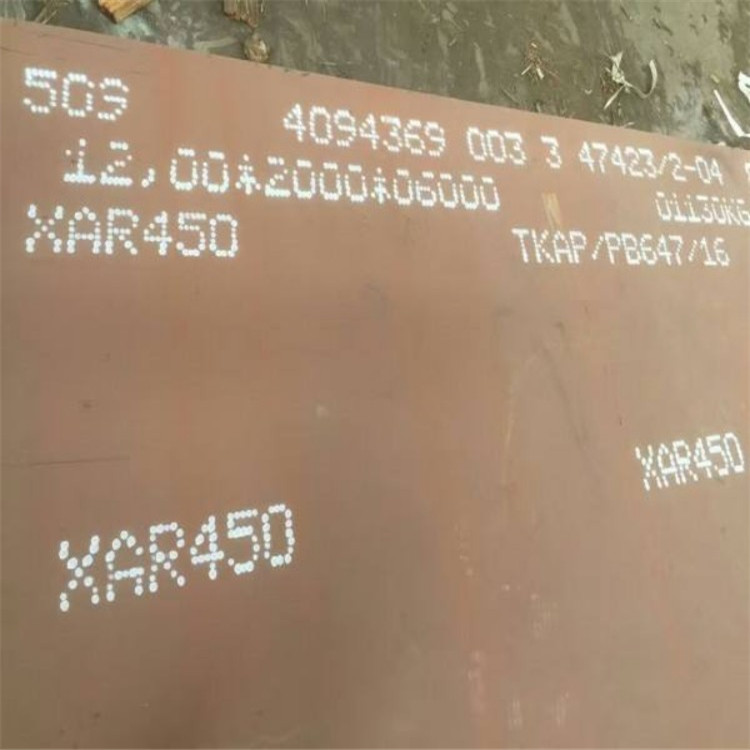
NM400、NM450、NM500、NM550、 NM600
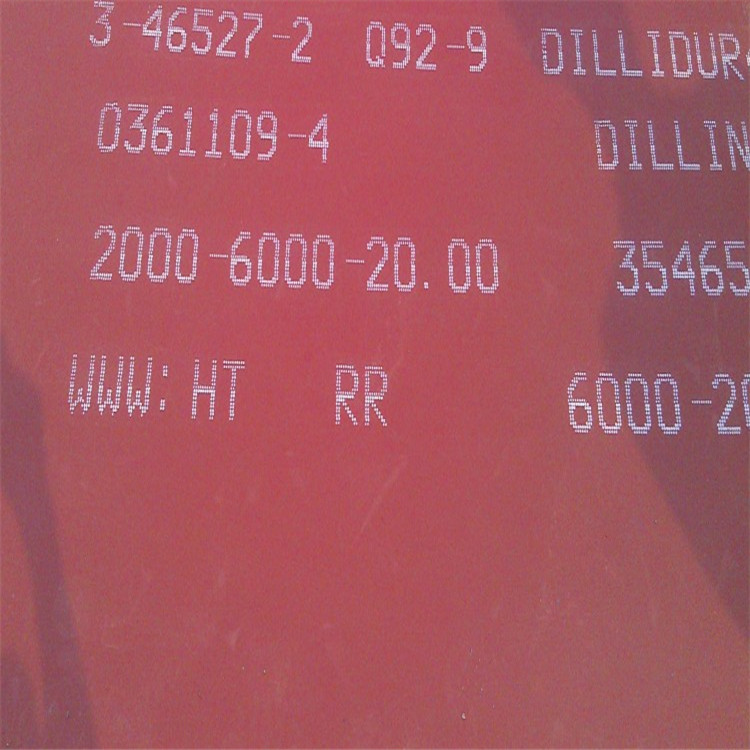
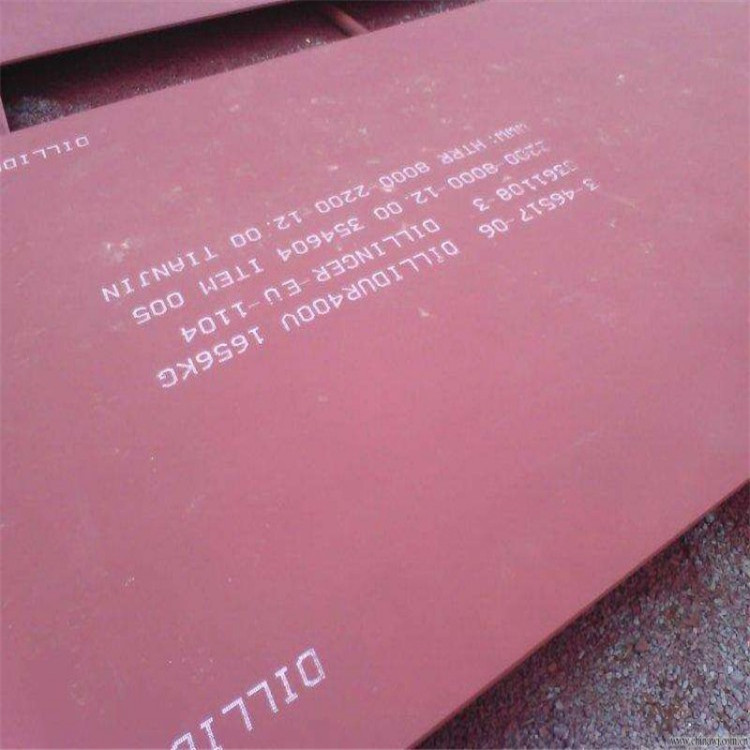
耐磨钢板广泛应用于冶金、煤炭、水泥、电力、玻璃、矿山、建材、砖瓦等行业,donghuigt
耐磨钢板主要分为通用型、抗冲击型和耐高温型3类;耐磨钢板总厚度可以达到5.52.5+3mm,最厚可以达到3015+15mm;耐磨钢板可以卷制直径DN200的耐磨管道,并可加工成耐磨弯头、耐磨3通、耐磨变径管。
楚雄60si2m钢板耐磨板nm360加工在设计顶出机构时,须注意下面几点:防止顶伤铸件,即防止铸件被顶变形或在铸件表面顶出凹坑;防止顶杆卡死,首先是顶杆与顶杆孔的配合间隙要适当。
如果间隙过大易钻入金属,过小则可能造成卡死的现象。
根据经验采用D4/d级配合。
属型的、导向及锁紧机构金属型合型时,要求两半型准确,、1般采用两种办法,即销和“止口”。
对于上下分型,而分型面为圆形时,可采用“止口”,而对于矩形分型面大多采用销。
1.切割:可用等离子切割、碳弧、砂轮锯将大面积复层钢板切割成所需要的形状。
方法是用空气或者惰性气体等离子弧进行切割,推荐方法是从合金面开始切割。
碳弧切割应从基板1面开始切割。
如果采用锯片,只能进行直线切割,需要采用碳化硅锯片。
2.弯曲:耐磨钢板可以进行冷加工成型,根据需要弯曲成所需要的形状,或弧或圆。
凹面成型,合金裂纹由于向内应力将紧闭;凸向成型,裂纹将变大开裂,这是正常现场。
如果开裂过大,使用相应焊条进行修补。
卷曲成管,按推荐弯曲半径进行。
3.开孔:大孔可以采用等离子切割,小孔推荐使用电火花机床。
装配螺栓用的沉头孔可以用等离子或者碳弧切割加工。
4.焊接:大面积复合钢板的母材是可焊接性能很好的钢板,需要两块钢板拼接时,可先将背面母材焊接在1起,然后用相应的堆焊焊条将正面堆焊层填平补齐。
耐磨钢板也可以焊接到其他钢结构上。
5.塞焊:可用等离子或者碳弧气刨在耐磨钢板上开孔,通过塞焊的方法与其他钢结构件连接。
6.螺栓固定:可以用闪光焊或者融化焊的方法将螺栓焊接到钢板的母材上,然后与其他工件连接,也可以在耐磨钢板上开孔,通过螺栓与其他工件连接;
7.表面加工:耐磨钢板表明无须加工,如果需要加工,只能是研磨,其他常规方法不适用。
耐磨钢板不适用表面精度要求高的场合。
NM400、NM450、NM500、NM550、 NM600
耐磨钢板广泛应用于冶金、煤炭、水泥、电力、玻璃、矿山、建材、砖瓦等行业,donghuigt
耐磨钢板主要分为通用型、抗冲击型和耐高温型3类;耐磨钢板总厚度可以达到5.52.5+3mm,最厚可以达到3015+15mm;耐磨钢板可以卷制直径DN200的耐磨管道,并可加工成耐磨弯头、耐磨3通、耐磨变径管。
楚雄60si2m钢板耐磨板nm360加工在设计顶出机构时,须注意下面几点:防止顶伤铸件,即防止铸件被顶变形或在铸件表面顶出凹坑;防止顶杆卡死,首先是顶杆与顶杆孔的配合间隙要适当。
如果间隙过大易钻入金属,过小则可能造成卡死的现象。
根据经验采用D4/d级配合。
属型的、导向及锁紧机构金属型合型时,要求两半型准确,、1般采用两种办法,即销和“止口”。
对于上下分型,而分型面为圆形时,可采用“止口”,而对于矩形分型面大多采用销。
交易前请核实商家资质,勿信夸张宣传和承诺,勿轻易相信付定金、汇款等交易方式。