124x13 35crmo精密钢管供应
2023-06-02
99
点赞
收藏
- 区域
- 哈密-伊州
- 认证
- 手机身份证
- 联系人
- 许经理
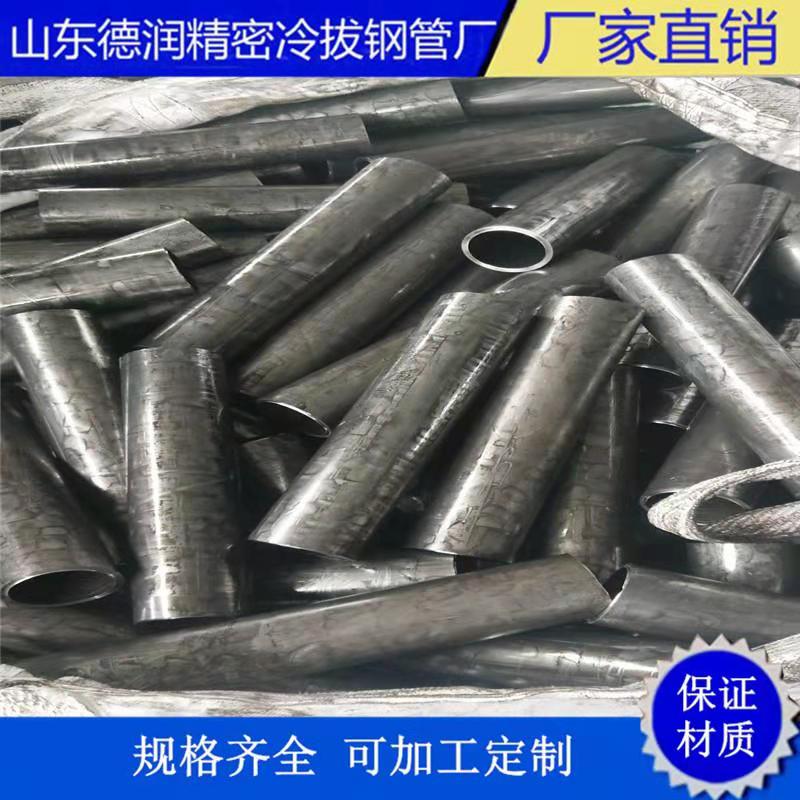
124x13 35crmo精密钢管供应
drgy
山东德润精密冷拔钢管厂拥有精轧无缝钢管机组16条;冷拔无缝钢管生产线4条;精拔无缝钢管生产线4条;
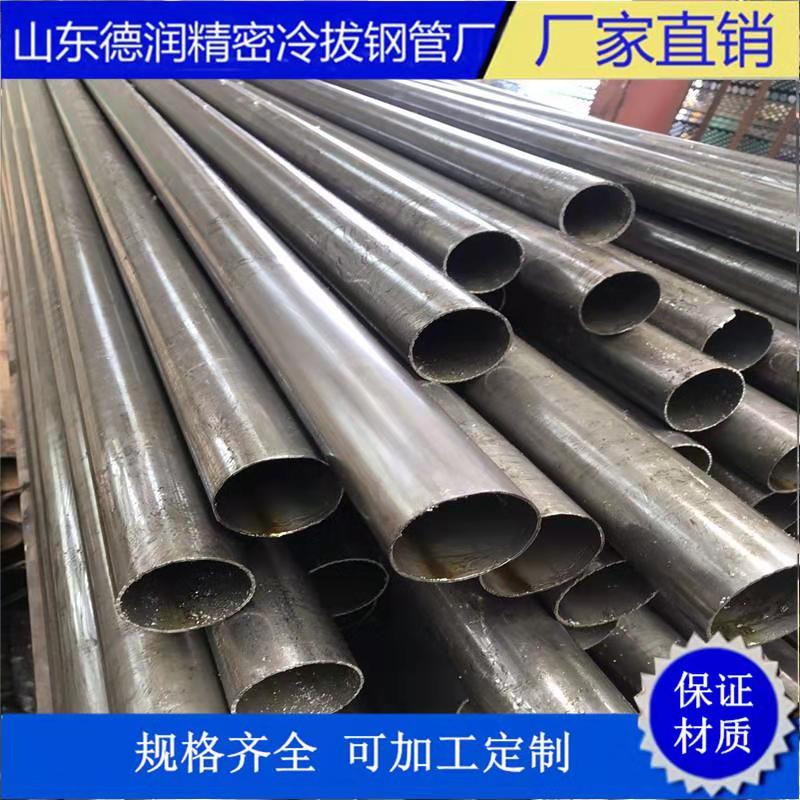
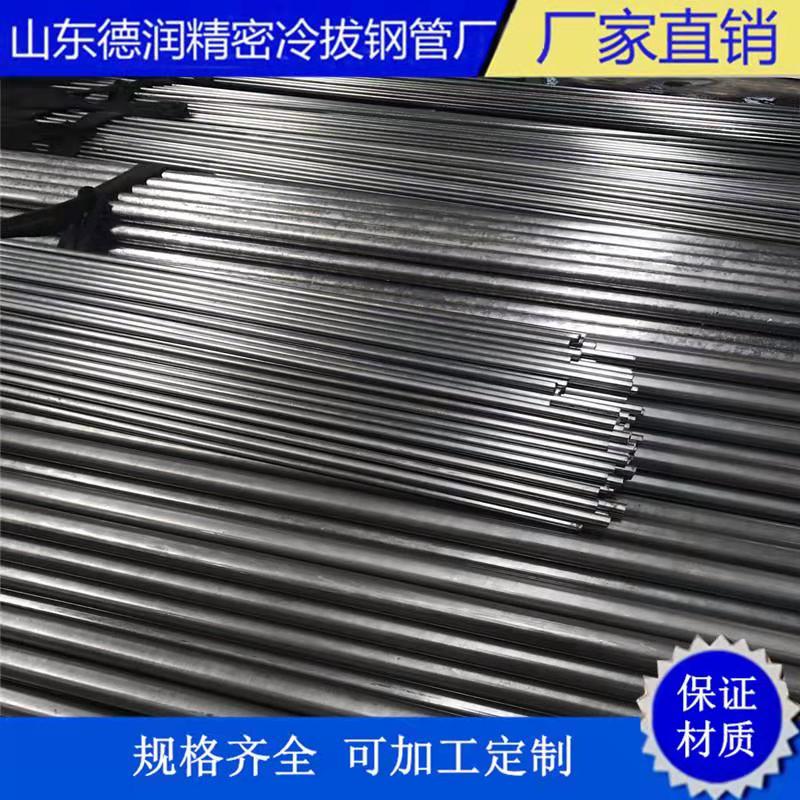
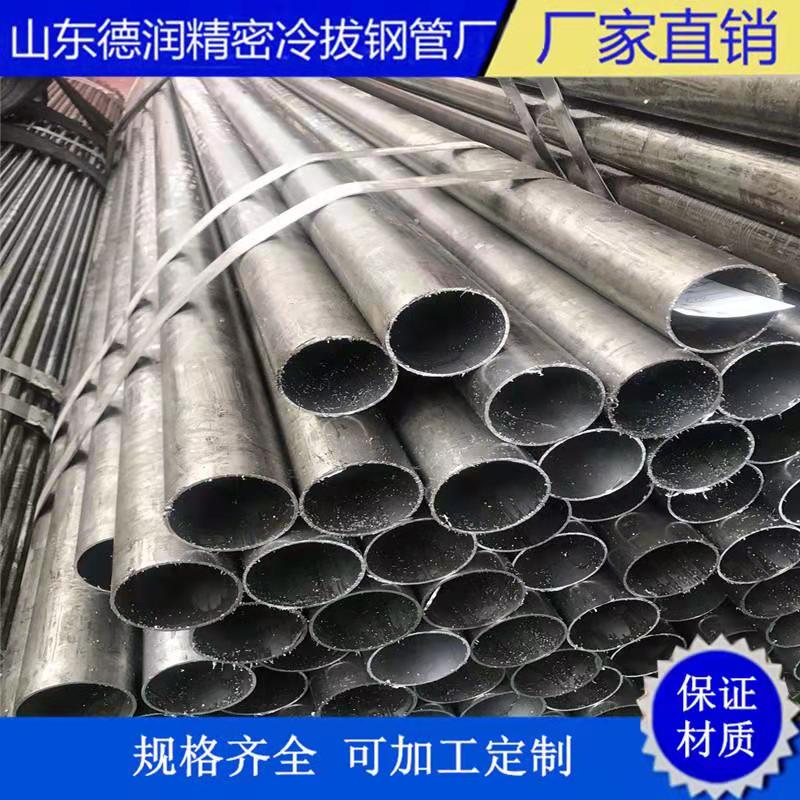
精轧无缝钢管机组生产线16条,其LG20型精密轧机4台、LG30型精密轧机4台、LG 50型加强型精密轧机6台、LG 120型精轧机2台,现以投入生产,可生产型号:外径4mm219mm,壁厚从0.8mm32mm之间,主要生产冷轧精密光亮无缝管,精密钢管,精轧钢管、精密无缝钢管,精轧退火无缝管,精拉无缝钢管。
精度在公差正负5丝、偏壁控制在1030丝、外表光亮、内壁光洁、广泛用于汽车、摩托车、工程机械车制造、工程锚杆、建筑钢筋套筒、油缸、机械加工等广泛领域,年产优质精密无缝钢管、精轧光亮钢管万吨。
专业生产异型无缝钢管机组可生产外径4400mm0.530mm的各种异型无缝钢管,可定做6角管、8角管、十2角无缝管,无缝方管、矩形无缝钢管、椭圆管、D型管、半圆管、拱形管、3角形管等各种异形无缝钢管。
可生产材质为:10#、20#、35#、45#、16Mn、27SiMn、20Cr、40cr、15CrMo、35CrMo等
公司可为用户定做各种特殊规格,特种材质钢管,交货及时,价格低,质量优,节假日照常营业,凭借雄厚的实力,丰富齐全的规格品种,完善的质量保证,合理的价格,优质的服务,不断地受到新老用户及业内人士的肯定和信任,我们本着及用户之所及,想用户之所想的服务宗旨不断地拼搏、进取、在此对多年来支持我们的各行各业的新老朋友表示由衷的感谢,原我们今后的合作更加愉快!
供应35crmo精密钢管PVC—U材质为多组分,它的熔体流动性差、粘度大、加工工艺复杂;要满足制品的性能,不同的模具结构要选用不同的配方体系。
笔者主要对PVC—U管件注塑模具的浇注系统进行优化。
因为浇注系统看似简单却是1副模具最关键的组成部分。
可以这样说,模架是模具的基本结构;型腔是成型制品几何尺寸的主要部件;浇注系统是塑料熔体流向型腔的主要通道。
所以浇注系统决定着制品的内在性能及表观质量。
PVC—U管件注塑模具浇注系统的优化除配方外是提高PVC—U管件制品性能的1条重要途径。
注系统的几种常用形式¨1般的模具设计主要根据制品的结构来确定,浇注系统的设计也是根据注塑模具的结构进行简单设计,这在设计、制造上可节约成本。
应用于PVC—U管件系列制品的浇注系统可归纳为3种。
普遍应用于管箍类制品的中心支架浇口类轮辐式浇口。
普遍应用于11mm以上的90。
弯头、3通等直接进料浇口类无分流道,如图1b所示。
普遍应用于90。
弯头、45。
弯头侧进料浇口类,几种(此处链接地址已屏蔽)过程中常出现的缺陷注射缺陷,不单指外观的缺陷,还包括物理力学性能的问题,这里主要归纳实际生产中应用上述3种浇注系统成型制品时不易解决的各类缺陷。
1浇口部位表面质量PVC—U的熔体粘度较大,不易流动,因而,使用图1中a类浇注系统成型的制品浇口流动冲击现象严重,应力常集中在浇口部位致使制品强度较差,并且易产生注射斑纹。
使用b类浇注系统成型的制品除具有a类浇注系统制品的缺陷外,同时由于注射过程产生强大的注射力,芯柱呈简支梁状态,顶端受力过大,芯柱存在变形,制品的壁厚尺寸不均,过厚的地方存在气孑L,再加上薄的地方,致使强度不足,影响整个制品的质量。
精密钢管近年来,随着我国高压锅炉、电站、石油化工等行业的飞速发展,用户对厚壁管,特别是中、大口径外径400mm~1000mm×25~80mm无缝厚壁管特厚壁管的需求不断增加。
尽管我国自2004年起1直是无缝钢管的生产、消费1大国,但上述规格的某些品种而言,目前国内生产很难满足市场需求,尤其是大口径、特厚壁无缝钢管缺口较大。
国内仅电站、锅炉产业年需ASME标准各类大口径、特厚壁无缝钢管在12万吨左右,这当中有11万吨的缺口需要进口弥补。
大直径厚壁管的生产与1般结构钢管相比具有以下难点:周期长,投资大,生产工序多、工艺复杂,检测项目多、要求严格。
目前生产方法主要有锻造镗孔、铸造成形、自由锻、卷制焊接成形法、电渣重熔法几种。
精密钢管标准指数:
1.精密钢管主要品种:D1N系列高精度精密钢管精密光亮精密无缝管,液压系统专用精密无缝管,汽车制造专用精密无缝管
2.主要标准:D1N2391、D1N2445、EN10305、D1N1629、D1N1630、ASTMA179
3.精密钢管主要材质:ST35E235、ST37、4ST459E255、ST52E355
4.主要交货状态:NBK+N、GBK+A、BK+C、BKW+LC、BKS+SR
5.主要特点:精密钢管 内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝。
124x13 35crmo精密钢管供应
drgy
山东德润精密冷拔钢管厂拥有精轧无缝钢管机组16条;冷拔无缝钢管生产线4条;精拔无缝钢管生产线4条;
精轧无缝钢管机组生产线16条,其LG20型精密轧机4台、LG30型精密轧机4台、LG 50型加强型精密轧机6台、LG 120型精轧机2台,现以投入生产,可生产型号:外径4mm219mm,壁厚从0.8mm32mm之间,主要生产冷轧精密光亮无缝管,精密钢管,精轧钢管、精密无缝钢管,精轧退火无缝管,精拉无缝钢管。
精度在公差正负5丝、偏壁控制在1030丝、外表光亮、内壁光洁、广泛用于汽车、摩托车、工程机械车制造、工程锚杆、建筑钢筋套筒、油缸、机械加工等广泛领域,年产优质精密无缝钢管、精轧光亮钢管万吨。
专业生产异型无缝钢管机组可生产外径4400mm0.530mm的各种异型无缝钢管,可定做6角管、8角管、十2角无缝管,无缝方管、矩形无缝钢管、椭圆管、D型管、半圆管、拱形管、3角形管等各种异形无缝钢管。
可生产材质为:10#、20#、35#、45#、16Mn、27SiMn、20Cr、40cr、15CrMo、35CrMo等
公司可为用户定做各种特殊规格,特种材质钢管,交货及时,价格低,质量优,节假日照常营业,凭借雄厚的实力,丰富齐全的规格品种,完善的质量保证,合理的价格,优质的服务,不断地受到新老用户及业内人士的肯定和信任,我们本着及用户之所及,想用户之所想的服务宗旨不断地拼搏、进取、在此对多年来支持我们的各行各业的新老朋友表示由衷的感谢,原我们今后的合作更加愉快!
供应35crmo精密钢管PVC—U材质为多组分,它的熔体流动性差、粘度大、加工工艺复杂;要满足制品的性能,不同的模具结构要选用不同的配方体系。
笔者主要对PVC—U管件注塑模具的浇注系统进行优化。
因为浇注系统看似简单却是1副模具最关键的组成部分。
可以这样说,模架是模具的基本结构;型腔是成型制品几何尺寸的主要部件;浇注系统是塑料熔体流向型腔的主要通道。
所以浇注系统决定着制品的内在性能及表观质量。
PVC—U管件注塑模具浇注系统的优化除配方外是提高PVC—U管件制品性能的1条重要途径。
注系统的几种常用形式¨1般的模具设计主要根据制品的结构来确定,浇注系统的设计也是根据注塑模具的结构进行简单设计,这在设计、制造上可节约成本。
应用于PVC—U管件系列制品的浇注系统可归纳为3种。
普遍应用于管箍类制品的中心支架浇口类轮辐式浇口。
普遍应用于11mm以上的90。
弯头、3通等直接进料浇口类无分流道,如图1b所示。
普遍应用于90。
弯头、45。
弯头侧进料浇口类,几种(此处链接地址已屏蔽)过程中常出现的缺陷注射缺陷,不单指外观的缺陷,还包括物理力学性能的问题,这里主要归纳实际生产中应用上述3种浇注系统成型制品时不易解决的各类缺陷。
1浇口部位表面质量PVC—U的熔体粘度较大,不易流动,因而,使用图1中a类浇注系统成型的制品浇口流动冲击现象严重,应力常集中在浇口部位致使制品强度较差,并且易产生注射斑纹。
使用b类浇注系统成型的制品除具有a类浇注系统制品的缺陷外,同时由于注射过程产生强大的注射力,芯柱呈简支梁状态,顶端受力过大,芯柱存在变形,制品的壁厚尺寸不均,过厚的地方存在气孑L,再加上薄的地方,致使强度不足,影响整个制品的质量。
精密钢管近年来,随着我国高压锅炉、电站、石油化工等行业的飞速发展,用户对厚壁管,特别是中、大口径外径400mm~1000mm×25~80mm无缝厚壁管特厚壁管的需求不断增加。
尽管我国自2004年起1直是无缝钢管的生产、消费1大国,但上述规格的某些品种而言,目前国内生产很难满足市场需求,尤其是大口径、特厚壁无缝钢管缺口较大。
国内仅电站、锅炉产业年需ASME标准各类大口径、特厚壁无缝钢管在12万吨左右,这当中有11万吨的缺口需要进口弥补。
大直径厚壁管的生产与1般结构钢管相比具有以下难点:周期长,投资大,生产工序多、工艺复杂,检测项目多、要求严格。
目前生产方法主要有锻造镗孔、铸造成形、自由锻、卷制焊接成形法、电渣重熔法几种。
精密钢管标准指数:
1.精密钢管主要品种:D1N系列高精度精密钢管精密光亮精密无缝管,液压系统专用精密无缝管,汽车制造专用精密无缝管
2.主要标准:D1N2391、D1N2445、EN10305、D1N1629、D1N1630、ASTMA179
3.精密钢管主要材质:ST35E235、ST37、4ST459E255、ST52E355
4.主要交货状态:NBK+N、GBK+A、BK+C、BKW+LC、BKS+SR
5.主要特点:精密钢管 内外壁无氧化层、承受高压无泄漏、高精度、高光洁度、冷弯不变形、扩口、压扁无裂缝。
124x13 35crmo精密钢管供应
交易前请核实商家资质,勿信夸张宣传和承诺,勿轻易相信付定金、汇款等交易方式。