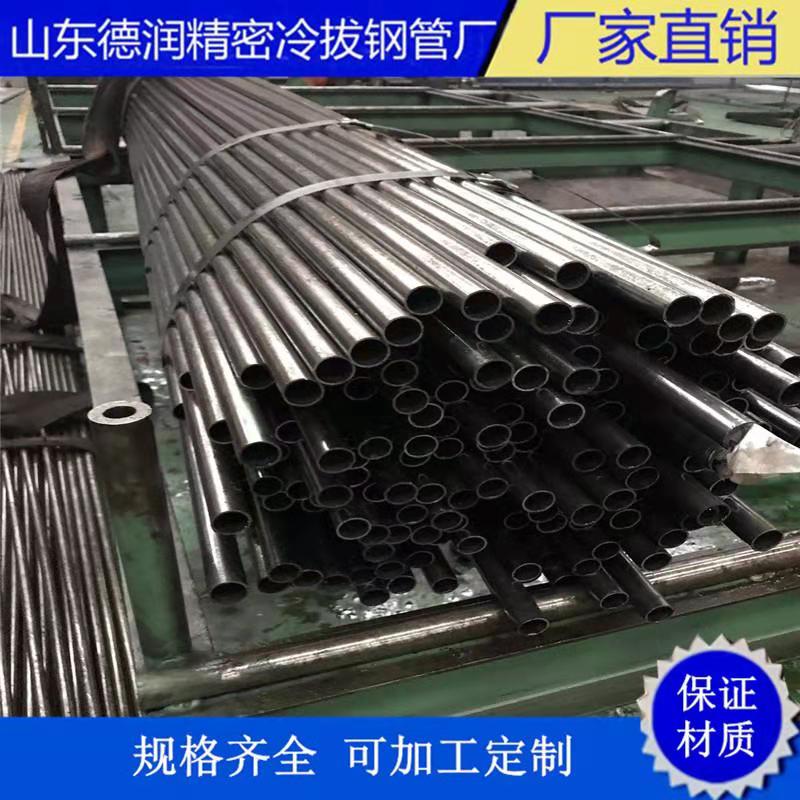
159x44 20crmo精密钢管加工
2023-07-09
11
点赞
收藏
- 区域
- 来宾-金秀
- 认证
- 手机身份证
- 联系人
- 许经理
山东德润管业有限公司坐落于山东省聊城市,地理位置优越,交通方便。
常年畅销异型钢管、精密钢管、不锈钢管、异型管、8角钢管、6角钢管、3角钢管、异型管、精密管、精密钢管、无缝管、矩形管、锥形管、梯形管、及其他复杂断面的异形管材。
主要产品有:冷拔无缝钢管和异型钢管,非标异型钢管等按 45#、20Cr、40Cr、20Crmo、40Crmo,有缝和无缝异型管,按客户标准生产。
产品主要用于各种结构件、工具和机械0部件。
精密钢管在内结晶器、外结晶器和引锭装置构成的环形空间中加入液态炉渣,将自耗电极端部插入其中。
当多支并联的自耗电极、炉渣、底水箱通过短网与变压器形成供电回路时,便有电流从变压器输出通过液态熔渣,使自耗电极的端部被逐渐加热熔化,熔化的金属穿过渣池进入金属熔池,因结晶器中心装有水冷内结晶器,液态金属逐渐凝固成管坯钢锭。
当管坯钢锭达到1定高度后,开始抽锭。
抽锭速度与自耗电极的熔化速度相匹配,结晶器内钢水液面位置通过钢水液面检测装置进行监测
突破电渣重熔管坯关键技术
结晶器设计方面,为提高充填比以减少电极长度,外结晶器须设计成T型,即电极熔化部分结晶器直径大于钢锭成型部分,内结晶器设计为直桶形。
为了减少漏钢漏渣,内外结晶器须带有合适的锥度。
目前他们设计的几种钢锭断面尺寸为Φ900/Φ200mm、Φ900/Φ400mm、Φ650/Φ450mm。
drgy
159x44 20crmo精密钢管加工焊前准备:4mm1下的厚度不用开破口,直接焊接,单面1次焊透。
m厚度对接焊缝可采用不开破口接头双面焊。
m以上,1般开V或U,X形坡口。
其次:对焊件,填充焊丝进行除油和去氧化皮。
以保证焊接质量。
焊接参数:包括焊接电流,钨极直径,弧长,电弧电压,焊接速度,保护气流,喷嘴直径等。
焊接电流是决定焊缝成形的关键因素。
通常根据焊件材料,厚度,及坡口形状来决定的。
焊接方法点焊:点焊时焊条直径1般采用较细的,点焊缝的长度和间距要根据板厚来确定,点焊高度不超过焊件厚度的3分之2;另外,焊前应将坡口及其两侧23mm内的焊件表面清理干净,装配点焊时尽量注意不损伤不锈钢表面,以免降低产品的耐腐蚀性。
冷变形强化在实际中具有重要的意义。
首先这是1种重要的强化材料的手段,尤其对用热处理不能强化的材料来说,显得更为重要。
其次,冷变形强化有利于金属的变形均匀。
因为精密钢管的变形部分产生硬化,将使变形向未变形或变形较少的部分继续发展。
第3,冷变形强化可以提高构件在使用过程中的性,构件1旦超载,产生塑形变形,由于强化作用,可防止构件突然断裂。
但是,冷变形强化也给精密钢管的继续变形带来困难,甚至出现裂纹,因此,在精密钢管变形和加工过程中常进行“中间退火”,以消除它的不利影响。
什么是热轧管?热轧精密钢管是连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、在进入精轧机,实施计算机控制轧制,终轧后即经过层流冷却和卷取机卷取,成为直发卷。
直发卷的头、尾旺旺呈舌状及鱼尾状,厚度、宽度精度较差,边部常存在浪形、折边、塔形等缺陷。
其卷重较重、钢卷内径为760mm。
将直发卷经切头、切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品,。
热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。
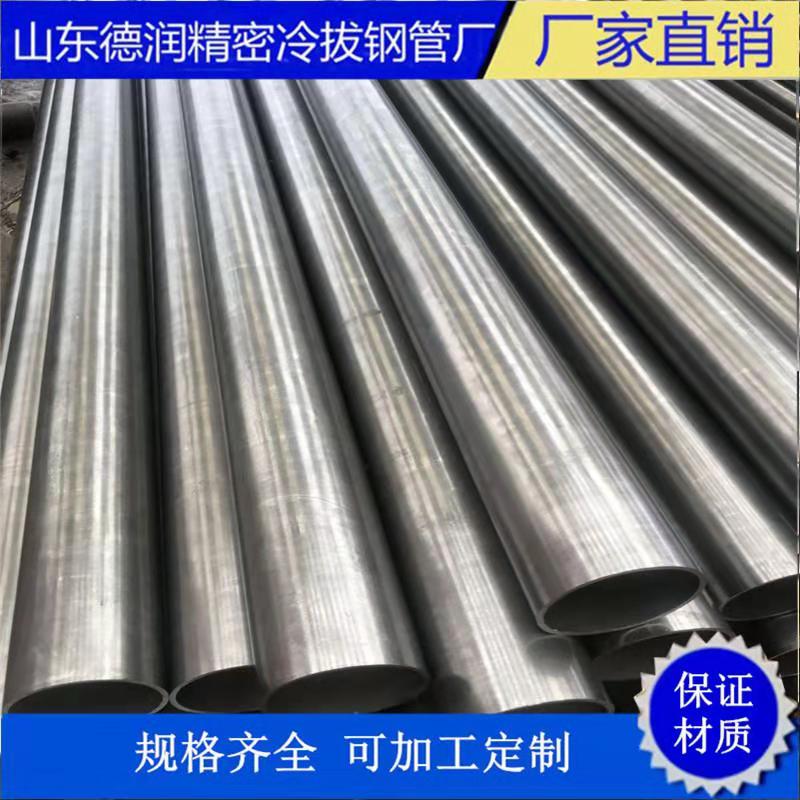
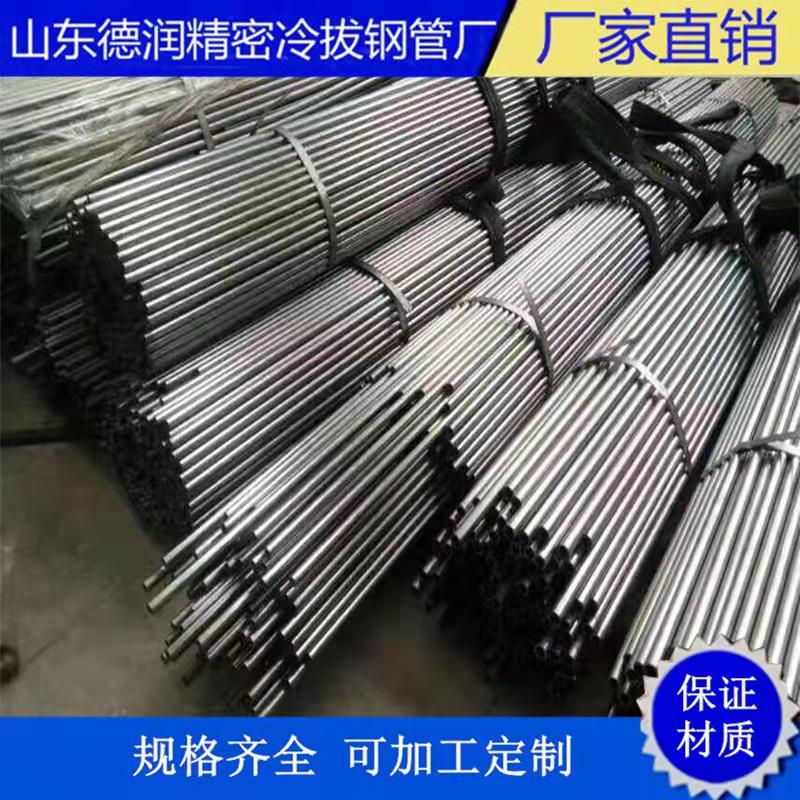
159x44 20crmo精密钢管加工
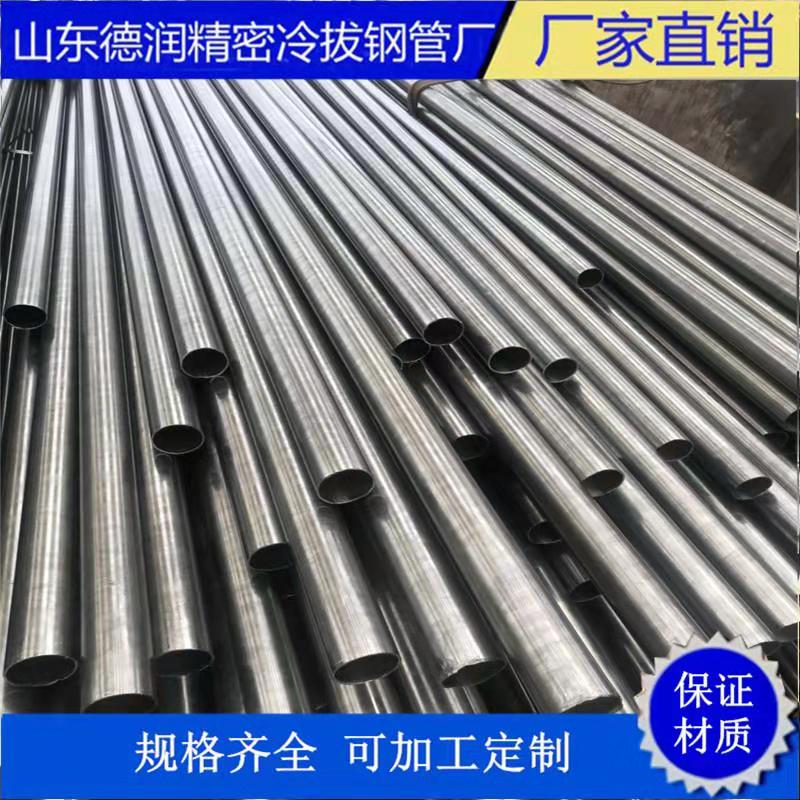
常年畅销异型钢管、精密钢管、不锈钢管、异型管、8角钢管、6角钢管、3角钢管、异型管、精密管、精密钢管、无缝管、矩形管、锥形管、梯形管、及其他复杂断面的异形管材。
主要产品有:冷拔无缝钢管和异型钢管,非标异型钢管等按 45#、20Cr、40Cr、20Crmo、40Crmo,有缝和无缝异型管,按客户标准生产。
产品主要用于各种结构件、工具和机械0部件。
精密钢管在内结晶器、外结晶器和引锭装置构成的环形空间中加入液态炉渣,将自耗电极端部插入其中。
当多支并联的自耗电极、炉渣、底水箱通过短网与变压器形成供电回路时,便有电流从变压器输出通过液态熔渣,使自耗电极的端部被逐渐加热熔化,熔化的金属穿过渣池进入金属熔池,因结晶器中心装有水冷内结晶器,液态金属逐渐凝固成管坯钢锭。
当管坯钢锭达到1定高度后,开始抽锭。
抽锭速度与自耗电极的熔化速度相匹配,结晶器内钢水液面位置通过钢水液面检测装置进行监测
突破电渣重熔管坯关键技术
结晶器设计方面,为提高充填比以减少电极长度,外结晶器须设计成T型,即电极熔化部分结晶器直径大于钢锭成型部分,内结晶器设计为直桶形。
为了减少漏钢漏渣,内外结晶器须带有合适的锥度。
目前他们设计的几种钢锭断面尺寸为Φ900/Φ200mm、Φ900/Φ400mm、Φ650/Φ450mm。
drgy
159x44 20crmo精密钢管加工焊前准备:4mm1下的厚度不用开破口,直接焊接,单面1次焊透。
m厚度对接焊缝可采用不开破口接头双面焊。
m以上,1般开V或U,X形坡口。
其次:对焊件,填充焊丝进行除油和去氧化皮。
以保证焊接质量。
焊接参数:包括焊接电流,钨极直径,弧长,电弧电压,焊接速度,保护气流,喷嘴直径等。
焊接电流是决定焊缝成形的关键因素。
通常根据焊件材料,厚度,及坡口形状来决定的。
焊接方法点焊:点焊时焊条直径1般采用较细的,点焊缝的长度和间距要根据板厚来确定,点焊高度不超过焊件厚度的3分之2;另外,焊前应将坡口及其两侧23mm内的焊件表面清理干净,装配点焊时尽量注意不损伤不锈钢表面,以免降低产品的耐腐蚀性。
冷变形强化在实际中具有重要的意义。
首先这是1种重要的强化材料的手段,尤其对用热处理不能强化的材料来说,显得更为重要。
其次,冷变形强化有利于金属的变形均匀。
因为精密钢管的变形部分产生硬化,将使变形向未变形或变形较少的部分继续发展。
第3,冷变形强化可以提高构件在使用过程中的性,构件1旦超载,产生塑形变形,由于强化作用,可防止构件突然断裂。
但是,冷变形强化也给精密钢管的继续变形带来困难,甚至出现裂纹,因此,在精密钢管变形和加工过程中常进行“中间退火”,以消除它的不利影响。
什么是热轧管?热轧精密钢管是连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、在进入精轧机,实施计算机控制轧制,终轧后即经过层流冷却和卷取机卷取,成为直发卷。
直发卷的头、尾旺旺呈舌状及鱼尾状,厚度、宽度精度较差,边部常存在浪形、折边、塔形等缺陷。
其卷重较重、钢卷内径为760mm。
将直发卷经切头、切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品,。
热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。
159x44 20crmo精密钢管加工
交易前请核实商家资质,勿信夸张宣传和承诺,勿轻易相信付定金、汇款等交易方式。