西门子S7-1200工艺对象应用
2025-09-29
2
点赞
收藏
- 类型:
- 其他
- 学校名称:
- 中研高科(山东)教育科技发展有限公司
- 学费:
- 面议
- 区域
- 济南-槐荫-槐荫其他
- 认证
- 手机身份证
- 联系人
- 杨老师
《西门子 S71200 工艺对象应用:用 “定位轴” 控制伺服电机,学基本参数配置》
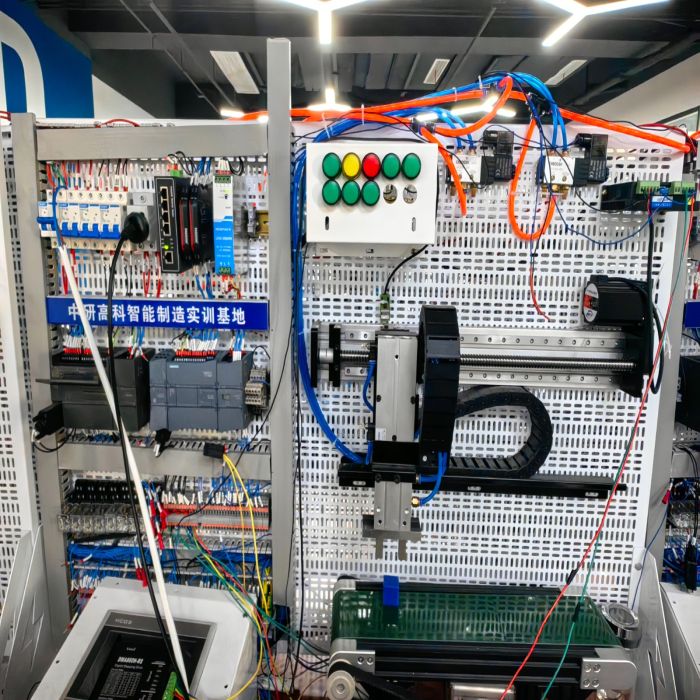
使用PLC控制伺服电机实现精确定位,西门子S71200的“工艺对象”——定位轴T0_PositioningAxis功能是1个非常强大的工具。
它封装了复杂的脉冲控制和位置环逻辑,让新手也能快速上手。
今天,我们就来学习它的几个基本参数配置。
第1步:创建工艺对象
在博途T1A Portal软件中,进入“项目树”>“添加新对象”>“工艺对象”。
选择“定位轴”,并给它起个名字,如“Axis_1”。
这个对象就是你程序中用来控制伺服电机的“虚拟手柄”。
第2步:配置关键参数组
创建完成后,会弹出配置窗口,这里有几个关键参数组:
驱动器与硬件接口:
驱动装置: 选择“脉冲方向PT0”输出。
这是最常用的方式,通过PLC的高速输出点发出脉冲。
脉冲输出: 选择1个硬件标识符为“PT01/PULSE1”的输出点,这对应着PLC本体的某个物理输出点如Q0.0。
方向输出: 选择1个普通的输出点如Q0.1来控制电机的旋方向。
机械参数:
电机每的脉冲数: 这是伺服驱动器的1个重要参数。
假设你设置的电子齿轮比是10000个脉冲电机1圈,那么这里就填10000。
它定义了“指令”的单位。
电机每的负载位移: 这定义了“执行机构”的单位。
例如,你的机构是滚珠丝杠,电机1圈,负载工作台移动10毫米,那么这里就填10.0。
这个设置将脉冲指令直接换为了实际的物理位移,极大方便了编程。
动态参数设置:
最大速度: 限制轴运行的最高物理速度如 mm/s。
启动/停止速度: 轴启动和停止时的速度,设置1个较低的值可以使启停更平稳。
加速度/减速度: 轴速度变化的快慢。
值越大,提速和刹车越快,但对机械的冲击也越大。
需要根据实际机械情况调整。
第3步:在程序中调用控制指令
配置好后,你就可以在0B1中调用工艺对象提供的控制指令了,最常用的是“MC_MoveAbsolute”绝对定位指令。
你只需要在指令的“Position”管脚输入目标位置如150.0,单位是毫米,在“Speed”管脚输入运行速度,然后触发“Execute”管脚,伺服电机就会自动走到150毫米的位置。
通过以上3步,你就完成了S71200控制伺服电机的基本设置。
工艺对象帮你处理了底层复杂的脉冲计数和速度曲线生成,你只需关心“去哪里”和“走多快”,让精确定位变得如此简单。
使用PLC控制伺服电机实现精确定位,西门子S71200的“工艺对象”——定位轴T0_PositioningAxis功能是1个非常强大的工具。
它封装了复杂的脉冲控制和位置环逻辑,让新手也能快速上手。
今天,我们就来学习它的几个基本参数配置。
第1步:创建工艺对象
在博途T1A Portal软件中,进入“项目树”>“添加新对象”>“工艺对象”。
选择“定位轴”,并给它起个名字,如“Axis_1”。
这个对象就是你程序中用来控制伺服电机的“虚拟手柄”。
第2步:配置关键参数组
创建完成后,会弹出配置窗口,这里有几个关键参数组:
驱动器与硬件接口:
驱动装置: 选择“脉冲方向PT0”输出。
这是最常用的方式,通过PLC的高速输出点发出脉冲。
脉冲输出: 选择1个硬件标识符为“PT01/PULSE1”的输出点,这对应着PLC本体的某个物理输出点如Q0.0。
方向输出: 选择1个普通的输出点如Q0.1来控制电机的旋方向。
机械参数:
电机每的脉冲数: 这是伺服驱动器的1个重要参数。
假设你设置的电子齿轮比是10000个脉冲电机1圈,那么这里就填10000。
它定义了“指令”的单位。
电机每的负载位移: 这定义了“执行机构”的单位。
例如,你的机构是滚珠丝杠,电机1圈,负载工作台移动10毫米,那么这里就填10.0。
这个设置将脉冲指令直接换为了实际的物理位移,极大方便了编程。
动态参数设置:
最大速度: 限制轴运行的最高物理速度如 mm/s。
启动/停止速度: 轴启动和停止时的速度,设置1个较低的值可以使启停更平稳。
加速度/减速度: 轴速度变化的快慢。
值越大,提速和刹车越快,但对机械的冲击也越大。
需要根据实际机械情况调整。
第3步:在程序中调用控制指令
配置好后,你就可以在0B1中调用工艺对象提供的控制指令了,最常用的是“MC_MoveAbsolute”绝对定位指令。
你只需要在指令的“Position”管脚输入目标位置如150.0,单位是毫米,在“Speed”管脚输入运行速度,然后触发“Execute”管脚,伺服电机就会自动走到150毫米的位置。
通过以上3步,你就完成了S71200控制伺服电机的基本设置。
工艺对象帮你处理了底层复杂的脉冲计数和速度曲线生成,你只需关心“去哪里”和“走多快”,让精确定位变得如此简单。
交易前请核实商家资质,勿信夸张宣传和承诺,勿轻易相信付定金、汇款等交易方式。